 English
English русский
русский Español
Español عربى
عربى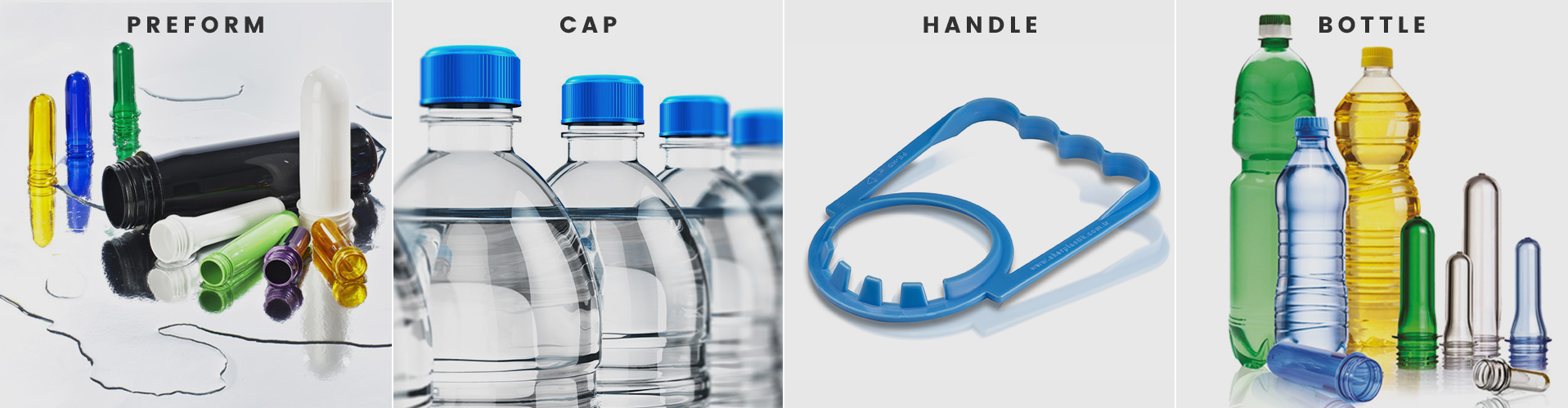

-
Canton Fair booths
10.10150
-
 Give us a call
Give us a call
+86-15157625901
-
 Email us
Email us
info@suncomold.com
 Give us a call
Email us
Give us a call
Email us


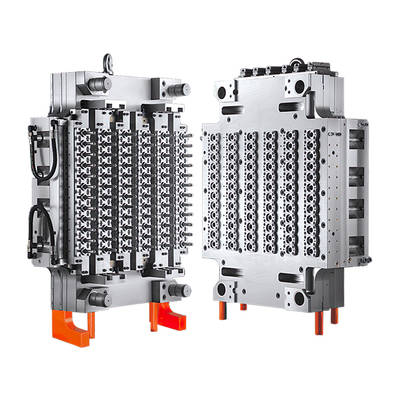
SUNCO MOULD, A PET preform mould manufacturer. With 10years of technology and manufacturing experience of PET preform mould. Our capabilities is offering the cavity number of PET molds ranges between 4 to 72.
To provide customers with products and services is our consistent quality. Developed on the premise of the latest technological developments, state-of-the-art preform mould construction has been designed in consultation with newest mould style. The technology improvement and upgraded design of mold structure have made the preform mould of SUNCO more durable, easier maintenance and more efficient production. SUNCO MOULD will serve you wholeheartedly and look forward to your down visit.
 View More
View More
 View More
View More
 View More
View More
 View More
View More
 View More
View More
 View More
View More
 View More
View More
 View More
View More
 View More
View More
 View More
View More
 +86-15157625901 / 13706572756
+86-15157625901 / 13706572756
 info@suncomold.com
info@suncomold.com
sales@suncomold.com
 No.2 Gongxin Avenue, Beicheng Street, Huangyan, Taizhou, Zhejiang, China
No.2 Gongxin Avenue, Beicheng Street, Huangyan, Taizhou, Zhejiang, China
Copyright© 2022 Taizhou Shunke Moulding Co., Ltd. All Rights Reserved.
Custom Preform Mould Manufacturers in China
