


 English
English русский
русский Español
Español عربى
عربى
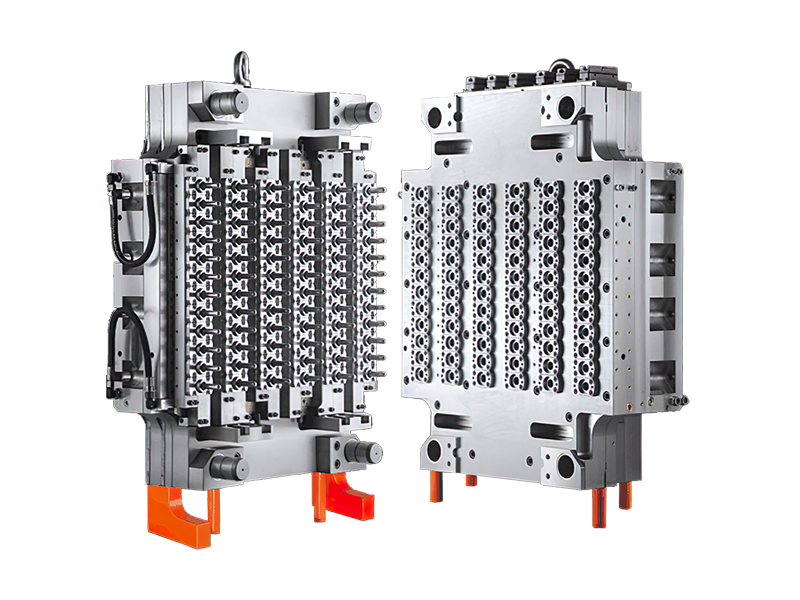
Factors affecting bottle preform mold manufacturing
Preform and its heating, pre-blowing (position, pressure and flow), stretching rod, high-pressure blowing (pressure, position) and mold, etc., these processes affect the factors that affect the manufacture of bottles by preform molds.
1. Preform
Preforms, also known as parisons, are injection-molded PET pellets. It requires that the proportion of recycled materials cannot exceed 10%, and the number of recycling cannot exceed twice. The preform after injection molding or the preform used after heating must be cooled for more than 48 hours, and the storage time of the used preform cannot exceed 6 months. Different production dates, especially preforms with too long intervals, cannot be mixed. The reason is that the type of raw materials used in the preform, the proportion of the secondary materials mixed and the residual stress in the preform are different. These factors have a great influence on the molding process of the bottle blowing, and should be treated according to the actual situation.
2. Heating
The heating of the preform is completed by the heating furnace, which is manually set and automatically adjusted. The height of the heating furnace is about 25mm, and the distance from the conveyor wheel is about 19.6mm. The preform continuously runs through the entire oven on the conveying wheel, so that the preform is heated more evenly and can be better shaped, which overcomes the previous disadvantages of the preform that is not uniformly heated due to static heating and manual rotation. However, if the heating furnace is not adjusted properly, it will cause uneven distribution of the wall thickness of the blown bottle (such as upper light and lower heavy), product defects such as larger bottle mouth and hard neck, and even torsion failure of mechanical parts. The temperature of each area can be adjusted according to the molding situation of the product, and the opening of the oven lamp should be considered. In addition, the setting of the output power of the oven also has a great influence on the heating of the preform, which controls the heat output of the entire oven. When the machine is not turned on for a long time and restarted, the initial output power should be set higher accordingly, and then gradually reduced to the normal state during the normal production process. The output power is generally about 80%, especially when the ambient temperature is below 5℃ , The effect is more significant.
The blowing production process also has a certain relationship with the production environment temperature. The environment temperature is generally room temperature (about 22°C). If the temperature is too high, the product is prone to freezing point agglomeration; the temperature is too low, the product performance is unstable when the machine starts, the specific operation should be adjusted according to the actual situation and experience.
/






 +86-15157625901 / 13706572756
+86-15157625901 / 13706572756 info@suncomold.com
info@suncomold.com  No.2 Gongxin Avenue, Beicheng Street, Huangyan, Taizhou, Zhejiang, China
No.2 Gongxin Avenue, Beicheng Street, Huangyan, Taizhou, Zhejiang, China